Abstract
Over 90% of domestic steel mills are equipped with VPSA oxygen generation systems, which have been included in the Ultra-High Energy Efficiency Technology List by China Iron and Steel Association. VPSA units serve full oxygen-enriched processes including blast furnace coal injection, electric arc furnace steelmaking, sintering, pelletizing and rolling reheating furnaces. Compared with purchased liquid oxygen, cryogenic air separation and small PSA oxygen machines, VPSA features low cost, flexible output, short construction cycle and fast startup/shutdown. It acts as the optimal solution for steel mills to expand oxygen supply, cut energy consumption and offset volatile liquid oxygen prices.
I. Preface: VPSA Has Become Standard Oxygen Supply Equipment for Steel Industry
Over 90% domestic steel factories adopt VPSA oxygen generators, which are listed in Ultra-High Energy Efficiency Technology List of Iron and Steel Industry issued by China Iron and Steel Association. The equipment applies to all oxygen-enriched working procedures: blast furnace oxygen-enriched coal injection, EAF steelmaking, sintering & pelletizing, and reheating furnaces for rolling.Compared with three traditional oxygen supply modes (outsourced liquid oxygen, cryogenic air separation, small PSA), VPSA holds four core strengths: low running cost, adjustable oxygen output, short construction period and fast startup & shutdown. It is the top choice for steel plants to expand oxygen capacity, realize energy conservation and carbon reduction, and hedge liquid oxygen price fluctuations.
II. Recommended Oxygen Flow Rate for Each Steel Production Process
Matching standards based on blast furnace volume, EAF tonnage and overall production capacity:
Blast Furnace Oxygen-Enriched Coal Injection (Core Application)
- Medium & small blast furnaces (1080m³): 3,000~7,500 Nm³/h VPSA unit, oxygen purity 82%~90%
- Large blast furnaces (2000~3000m³): Single set 6,000~15,000 Nm³/h; parallel multi-units up to 50,000 Nm³/h
Function: Raise oxygen enrichment ratio, reduce coke consumption, fill capacity shortage of cryogenic units and replace expensive liquid oxygen supplement.
Electric Arc Furnace / Short-Process Steelmaking
- 0–100t EAF: 1,500~3,000 Nm³/h
- EAF above 100t: 3,000~10,000 Nm³/h, purity 90%~93%
Function: Accelerate decarburization & scrap melting, shorten smelting cycle.
Sintering, Pelletizing & Rolling Reheating Furnace Oxygen-Enriched CombustionSingle process demand: 500~3,000 Nm³/h; parallel multiple furnaces up to 5,000 Nm³/h. Reduce gas consumption and NOx emission.
Small & Independent Steel Mills / Technical Retrofit Oxygen SupplementPrivate steel plants without cryogenic equipment: Single unit 1,000~6,000 Nm³/h covers full oxygen demand.
Combined Matching Scheme for Large Integrated SteelworksCryogenic air separation (high-purity oxygen) + multiple VPSA units (low-purity oxygen). VPSA undertakes 70% oxygen-enriched load and greatly cuts oxygen venting waste.
III. Core Practical Benefits of VPSA Oxygen Generators for Steel Mills
3.1 Direct Production Gains
Higher blast furnace output & lower coke ratio
Oxygen enrichment ratio rises by 3%~5%, coke consumption drops 8%~12%, blast furnace utilization coefficient increases over 10%. More pig iron with identical raw materials; pulverized coal injection volume grows to substitute costly coke.
Higher EAF efficiency & lower power consumption
Oxygen injection speeds scrap melting and impurity oxidation. Single furnace smelting time shortened by 15%~25%, power consumption per ton steel declines, molten steel purity improves and scrap processing capacity expands.
Energy saving & emission reduction for kilns
Oxygen-enriched combustion for sintering and rolling furnaces cuts gas consumption by 25%~40%, reduces flue gas volume and lowers operation load of denitrification equipment, thus cutting environmental protection cost.
3.2 Core Cost Advantages
Eliminate liquid oxygen price fluctuation risks
VPSA on-site oxygen cost stabilizes at 0.26~0.35 RMB/Nm³, over 50% cheaper than purchased liquid oxygen. Million-level annual oxygen cost savings for million-ton steel plants.
Low investment & low maintenance expense
With equal oxygen output, civil construction investment is only 70% of cryogenic air separation. Only blowers and vacuum pumps are rotating equipment with few wearing parts; just 1 patrol worker required, annual maintenance cost less than 30% of cryogenic units.
Low capital occupation & fast payback
Construction cycle only 3~4 months; full investment recovered within 1~2.5 years, perfectly matching steel plant renovation and capacity expansion schedules.
3.3 Flexible Production Scheduling
Ultra-fast startup & shutdown
Qualified oxygen produced within 20~30 minutes under normal temperature. Units can stop anytime during blast furnace overhaul or EAF production cut without oxygen waste. Cryogenic equipment requires 24~36 hours to start and must run continuously.
Wide load adjustment range
Oxygen output steplessly adjustable from 50% to 100%. Operate under low load during blast furnace shutdown or intermittent EAF production to cut power consumption, adapting to fluctuating steel production schedules.
IV. Differentiated Advantages: VPSA vs Other Oxygen Supply Technologies
4.1 VPSA vs Cryogenic Air Separation
Disadvantages of cryogenic units: Slow startup, poor load regulation, huge investment, large floor area, mandatory continuous operation, massive oxygen venting under low load, power consumption 0.5~0.6 kWh/Nm³. Can produce 99.6% high-purity oxygen and by-product liquid nitrogen/argon.Exclusive VPSA strengths:Power consumption as low as 0.26~0.38 kWh/Nm³, 30%~60% power saved; shorter construction cycle, smaller footprint; flexible supplementary oxygen for capacity gaps; no need full-load 24h operation, zero gas waste during production reduction; simple maintenance without professional cryogenic technicians.Matching suggestion: Cryogenic for high-purity process oxygen, VPSA for large-volume oxygen enrichment of blast furnaces & EAFs — the most cost-effective combined scheme.
4.2 VPSA vs Small Atmospheric PSA Oxygen Generators
Disadvantages of PSA: High-pressure air compressor leads to soaring energy consumption above 200 Nm³/h single unit; incomplete molecular sieve regeneration shortens service life, high operation cost for large flow; only fit small cutting & labs.Exclusive VPSA strengths: Vacuum negative pressure realizes deep molecular sieve regeneration with 20% higher adsorption efficiency; 18%~30% power saving under equal flow; single unit up to tens of thousands Nm³/h, fully matching large-scale steel production; molecular sieve service life 5~8 years, far longer than PSA.
4.3 VPSA vs Outsourced Liquid Oxygen Tanks
Disadvantages of liquid oxygen: High transportation & vaporization loss, volatile prices, large tank occupation, safety risks of cryogenic hazardous goods, large prepayment for oxygen purchase.Exclusive VPSA strengths: On-site oxygen production with zero transport loss, stable long-term cost; modular layout saves land, no hazardous liquid oxygen tanks; oxygen generated on demand without idle cost.
V. Standard VPSA Application Flow for Steel Mills
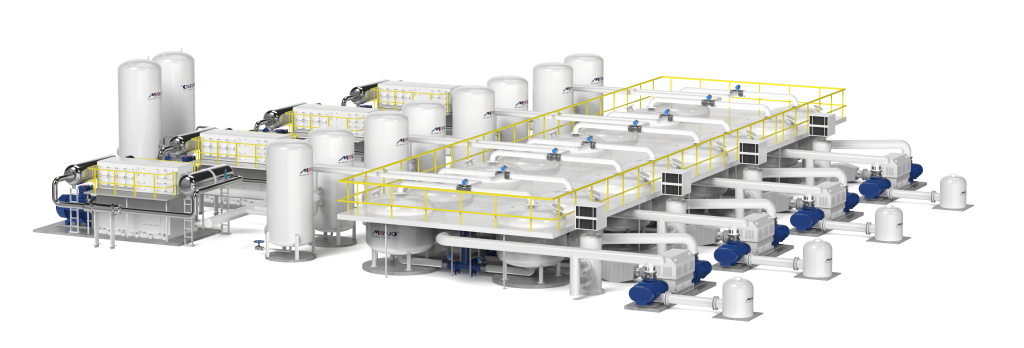
5.1 Working Principle
Air is fed into pretreatment system (filtration, drying, oil removal) by low-pressure blower, then enters lithium molecular sieve towers. Nitrogen, water vapor and CO₂ are adsorbed while oxygen is enriched. After adsorption saturation, vacuum pump evacuates towers for regeneration. Twin/triple towers cycle alternately to supply oxygen 24h non-stop. Pure physical separation without chemical reaction or consumable addition.
5.2 Full-Process Application Modes
Blast Furnace Matching
80%~90% oxygen produced by VPSA is delivered to hot blast pipelines to raise oxygen content, coordinate with coal injection system and stabilize furnace conditions. Acts as permanent supplementary oxygen when cryogenic capacity is insufficient to avoid expensive liquid oxygen procurement.
EAF Matching
90%~93% oxygen supplied to furnace wall & door oxygen lances with dual-path pressure regulation, automatically matching oxygen flow for melting and oxidation stages.
Sintering & Rolling Furnace Matching
Oxygen mixed into combustion air reduces gas consumption and lightens denitrification system burden, achieving energy saving and emission reduction simultaneously.
Modular Parallel Capacity Expansion
Steel mills can add VPSA modules in batches during phased expansion without one-time investment on oversized equipment, easing upfront capital pressure.
5. Automatic Control Configuration
Complete set equipped with PLC/DCS remote control system, connectable to plant-wide energy management platform. Real-time monitoring of oxygen flow, purity, power consumption and equipment status, with automatic alarm & interlock shutdown under abnormal conditions, realizing unattended operation.
VI Key Operation & Maintenance Rules for Long Service Life
6.1 Intake Pretreatment Management (Core to Protect Molecular Sieve)
1)Strictly control dust and oil mist in intake air; replace primary, medium and precision filters regularly. Oil contamination causes permanent molecular sieve failure.
2)Limit intake temperature ≤35℃; install extra cooling equipment in summer. Stable drying system to prevent water occupying adsorption sites and cutting oxygen output & purity.
3)Blow and clean intake filters monthly; intensify drying machine inspection in rainy seasons.
6.2 Daily Inspection of Rotating Equipment
1)Check vibration, noise and oil temperature of blowers & vacuum pumps daily; add special lubricating grease periodically.
2)Leak test vacuum & oxygen pipelines biweekly to eliminate gas loss.
3)Inspect sealing gaskets of quick-switch pneumatic valves every half year to prevent internal leakage and purity decline.
6.3 Molecular Sieve Protection Rules
1)No opening towers under pressure; fully release pressure before maintenance.
2)Avoid long-term overrated operation which accelerates molecular sieve pulverization.
3)Molecular sieve service life reaches 5~8 years under normal conditions; replenish or replace once oxygen output drops over 15%.
6.4 Safety & Electrical Specifications
1)Independent ventilation oxygen plant; no oil or flammables stacked. Complete grounding & lightning protection with grounding resistance <5Ω.
2)Keep oxygen pipelines free of oil and carbon steel rust; purge pipes regularly.
3)Calibrate pressure gauges and flow meters yearly to guarantee accurate measurement.
4)Cut air supply and evacuate oxygen inside towers before overhaul.
VII Short-Term Benefits & Long-Term Strategic Value
7.1 Immediate Visible Advantages
- Extreme cost reduction: Sharply cut oxygen cost per ton iron/steel and boost production profit.
- Independent oxygen supply: Free from liquid oxygen market and cryogenic equipment breakdown risks.
- Easy construction & maintenance: Modular assembly with small civil engineering workload, low skill requirement for operators.
- Low carbon emission: Less power consumption reduces plant carbon footprint; oxygen-enriched combustion cuts NOx and environmental investment.
- Lower safety risks: No cryogenic liquid oxygen tanks or high-pressure cryogenic equipment, easing hazardous chemical management pressure.
7.2 Long-Term Strategic Dividends
Meet ultra-low emission & dual-carbon policies
VPSA’s low power consumption complies with green factory evaluation standards, eligible for energy-saving technical transformation subsidies and carbon reduction revenue. Oxygen-enriched combustion cuts flue gas pollutants and avoids production limits due to environmental issues.
Flexible capacity iteration matching industry cycles
Units can be shut down during market downturns to cut power cost; only add modules for future expansion without full equipment replacement.
Hedge long-term energy price hikes
VPSA locks stable oxygen cost amid rising electricity & liquid oxygen prices, generating massive cumulative savings over 10-year operation cycle.
Plant-wide energy synergy
Surplus oxygen can be applied to wastewater, steel slag and hazardous waste incineration to maximize comprehensive energy utilization.
High asset retention value
Modular design allows separate replacement of molecular sieve and power parts; overall service life over 15 years. Units can be disassembled and relocated during factory migration or renovation for higher asset utilization rate.
Conclusion
Against the general trend of cost reduction, efficiency improvement and green low-carbon transformation in steel industry, VPSA vacuum pressure swing adsorption oxygen generators are no longer optional retrofits but mandatory supporting facilities for medium, large and private steel mills.With low running cost, flexible operation, simple maintenance and long-term return, VPSA covers full oxygen-enriched processes of blast furnace, EAF and sintering. Customized flow rate units can be configured according to plant capacity, existing cryogenic equipment and oxygen shortage, delivering short investment payback and long-term energy-saving, emission-cutting and capacity-increasing benefits. VPSA helps steel enterprises build low-cost, flexible and green oxygen supply systems.
FAQ
Q1 What is the investment payback period of VPSA oxygen generator for steel mills?
A1 Generally 1~2.5 years; large continuous-production steel plants can recover investment within 1 year.
Q2 How much cheaper is VPSA oxygen compared with purchased liquid oxygen?
A2 VPSA unit cost is 0.26~0.35 RMB/Nm³, over 50% lower than liquid oxygen purchase price.
Q3 Can VPSA work alongside existing cryogenic air separation units?
A3 Yes, the combined scheme of cryogenic (high-purity oxygen) + VPSA (large-flow oxygen enrichment) is widely adopted by integrated steelworks to cut oxygen vent waste.
Q4 How long is the service life of VPSA molecular sieve?
A5~8 years under standard operation; replace when oxygen output declines more than 15%.
Q5 Is VPSA suitable for intermittent steel production?
A5 Absolutely. It only takes 20–30 minutes to produce qualified oxygen and can stop operation freely during production cuts without gas waste, unlike cryogenic units requiring continuous running.




 sales2:+86 17506119168
sales2:+86 17506119168

