

Livestock Farming and Agricultural Waste Treatment
Recovering biogas from manure not only effectively reduces carbon emissions but also converts waste into clean energy, achieving a win-win for farming and environmental protection.

Food Waste Anaerobic Digestion (AD Plants)
Treating biogas from food waste anaerobic digestion enhances energy utilization of organic waste, improving gas production efficiency by 30% over traditional methods.

Landfill Gas Recovery
Recovering landfill gas through specialized equipment can achieve a methane recovery rate >90%, significantly reducing greenhouse gas emissions and protecting the environment.

Wastewater Treatment Plants (WWTP)
Purifying biogas from sludge can replace fossil fuels, providing a stable energy supply for wastewater treatment plants and reducing operational costs.

Biomethane Purification and Injection into the Grid
Purified biomethane meets vehicle fuel (CNG) or industrial gas standards, enabling efficient energy utilization.

Off-Grid Power Generation (CHP)
Paired with biogas generators, this system ensures energy self-sufficiency in off-grid areas, guaranteeing stable and reliable power supply.

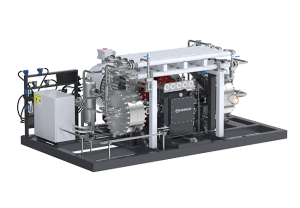
Hydrogen Compressor
Hydrogen Compressor With over 30 years of expertise in hydrogen compression technology, MINNUO is a leading provider in the world. More than 2,000 of our
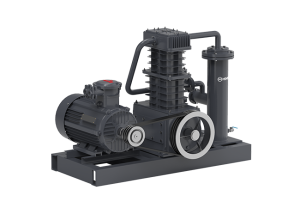
LPG Compressor
LPG Compressor MINNUO LPG compressors are specifically designed for industrial gas compression scenarios, suitable for the unloading, pressurization, and steam recovery of media such as

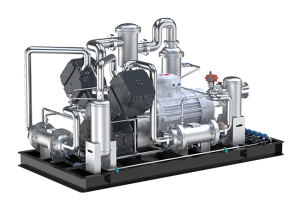
CNG Compressor
CNG Compressor The MINNUO CNG compressor is a reciprocating piston-type compression device specifically designed for demanding industrial environments. It is capable of handling multiple mediums,
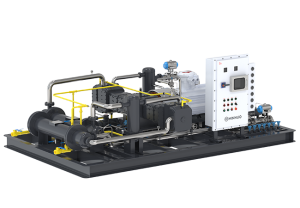
Ammonia Compressor
Ammonia Compressor MINNUO ammonia compressors are specifically designed for the chemical, refrigeration, and industrial sectors, offering a wide range of compression support for various scenarios
Helium Compressor
Helium Compressor MINNUO helium compressors are specially designed for industrial applications, utilizing reciprocating piston technology to efficiently compress helium gas to high pressures ranging from
CNG Refueling Station Solution
Customized CNG Refueling Station Solutions Comprehensive Coverage from Gas Treatment to Compression and Storage We provide fully integrated CNG refueling systems, including gas drying, compression,

 sales2:+86 17506119168
sales2:+86 17506119168

