

CNG Mother Station
Directly connects to the natural gas pipeline, with a daily processing capacity of 5000 to 20,000 Nm³, and a tanker loading efficiency ≥95%, ensuring efficient large-scale refueling operations.

CNG Child Station
With a tanker offloading pressure adaptive range of 50-250 bar, it can quickly refuel vehicles to meet daily operational needs.

Co-constructed Station
Features a dual-gas source redundant design, with an intelligent switch between pipeline and tanker interfaces to ensure stable gas supply.

Modular Mobile Station
Available in containerized (ISO standard) and vehicle-mounted types, which can be deployed quickly within 72 hours, offering flexibility for different scenarios.

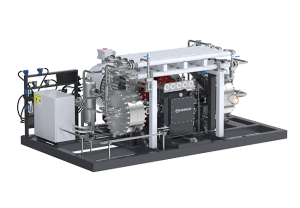
Hydrogen Compressor
Hydrogen Compressor With over 30 years of expertise in hydrogen compression technology, MINNUO is a leading provider in the world. More than 2,000 of our
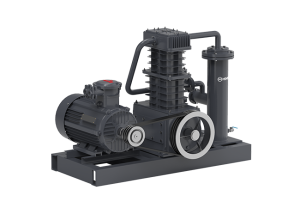
LPG Compressor
LPG Compressor MINNUO LPG compressors are specifically designed for industrial gas compression scenarios, suitable for the unloading, pressurization, and steam recovery of media such as

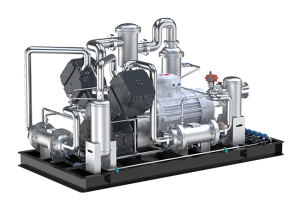
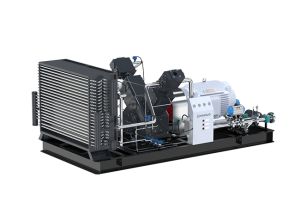
CNG Compressor
CNG Compressor The MINNUO CNG compressor is a reciprocating piston-type compression device specifically designed for demanding industrial environments. It is capable of handling multiple mediums,
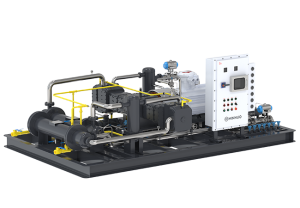
Ammonia Compressor
Ammonia Compressor MINNUO ammonia compressors are specifically designed for the chemical, refrigeration, and industrial sectors, offering a wide range of compression support for various scenarios
Helium Compressor
Helium Compressor MINNUO helium compressors are specially designed for industrial applications, utilizing reciprocating piston technology to efficiently compress helium gas to high pressures ranging from
CNG Refueling Station Solution
Customized CNG Refueling Station Solutions Comprehensive Coverage from Gas Treatment to Compression and Storage We provide fully integrated CNG refueling systems, including gas drying, compression,

 sales2:+86 17506119168
sales2:+86 17506119168

