In the fiercely competitive landscape of modern steelmaking, the Electric Arc Furnace (EAF) has emerged as a champion of efficiency and sustainability, primarily recycling scrap metal into new steel. However, the true secret to its profitability lies not just in the massive electrical energy supplied by its electrodes, but in the strategic use of a more potent and precise energy carrier: oxygen gas (O₂).
Today, oxygen has evolved far beyond a simple combustion aid. It is a critical process agent that governs chemical reactions, unlocks latent energy within the furnace, and directly controls the final quality of molten steel. For EAF operators, mastering oxygen technology is synonymous with mastering productivity and cost control. This guide delves into the four pivotal roles oxygen plays inside the EAF and explains why a reliable, on-site oxygen supply has become a non-negotiable asset for any world-class mini-mill.
The Modern EAF and the Need for Process Optimization
The basic EAF process—charging scrap, melting with an electric arc, refining, and tapping—is deceptively simple. The economic driver, however, is ruthlessly clear: minimize the tap-to-tap time and the energy consumed per ton of liquid steel. Every minute of arc time consumes expensive electricity and wears down graphite electrodes. Every unit of wasted energy erodes the margin.
This is where chemical energy, delivered via oxygen, becomes a game-changer. By injecting oxygen, operators supplement expensive electrical energy with efficient chemical energy, accelerating the process and taking command of the furnace’s internal chemistry. The result is a faster, cheaper, and more controlled heat.
Key Application 1: Oxy-Fuel Burners – Mastering the Melt
At the start of a heat, the furnace is filled with a cold, irregular pile of scrap metal. The electric arc initially heats only a small area directly beneath it, creating “cold zones” in the pile.
How They Work: Oxy-fuel burners are mounted through the furnace wall or door. They combine oxygen with a fuel—typically natural gas or fuel oil—to produce an intensely focused flame with temperatures exceeding 2,000°C (3,632°F). This flame is directed into the cold zones of the scrap pile.
The Impact:
- Accelerated Melting: The burners provide direct, localized heating, rapidly raising the temperature of scrap in the arcs’ shadow. This balances the furnace temperature and can reduce the melting period by 10-20%.
- Direct Energy Substitution: The chemical energy from burning fuel with pure oxygen is highly efficient. Industry data shows that 1 Normal Cubic Meter (Nm³) of oxygen used in an oxy-fuel burner can replace 4 to 5 kWh of electrical energy. This is the most straightforward path to lowering the specific power consumption (kWh/ton).
- Typical Consumption: Approximately 10-15 Nm³ of oxygen per ton of steel.
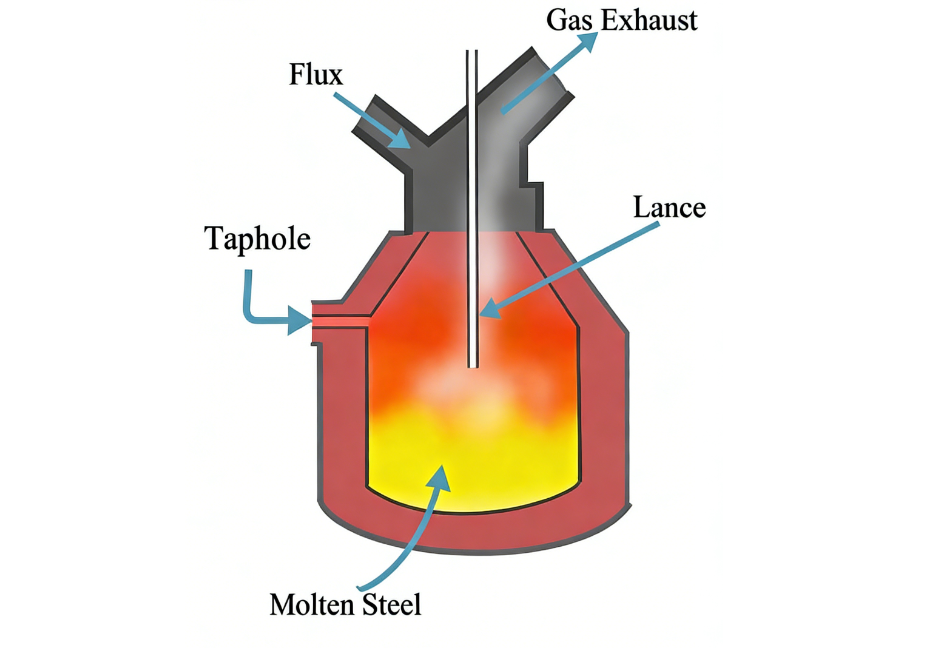
Key Application 2: Oxygen Lancing – Precision Refining and Decarburization
Once a molten pool of steel forms, the role of oxygen shifts from brute-force heating to precise chemical control. This is achieved through water-cooled lances that inject high-velocity jets of oxygen directly into the bath.
How It Works: Lances are inserted into the slag layer or directly into the metal bath, delivering a concentrated stream of oxygen.
The Critical Functions:
- Decarburization: This is the most important refining reaction in steelmaking. Oxygen reacts with dissolved carbon [C] in the molten iron to form carbon monoxide (CO) gas: [C] + 1/2{O₂} → {CO}. This reaction is strongly exothermic, releasing significant heat while removing carbon to meet the specification for low-carbon and ultra-low-carbon steel grades.
- Scorching/Cutting: Oxygen lances can be used to cut large, unmelted pieces of scrap (“cold bridges”) that remain in the furnace.
- Slag Formation and Bath Heating: Oxygen also reacts with iron, forming iron oxide (FeO) which helps form the basic slag. This reaction (2[Fe] + {O₂} → 2(FeO)) is also highly exothermic, providing a rapid temperature boost to the bath.
- Typical Consumption: The largest consumer of oxygen, ranging from 20 to over 40 Nm³ per ton of steel, heavily dependent on the starting scrap quality and the target carbon level.
Key Application 3: Post-Combustion – Capturing Lost Energy
The decarburization reaction produces large volumes of carbon monoxide (CO) gas, which traditionally escaped up the furnace duct as a wasted fuel. Post-combustion is the technique of recapturing this energy.
How It Works: Secondary oxygen is injected into the freeboard (the space above the molten bath but below the roof) of the furnace. Here, it combusts the CO gas to form carbon dioxide: 2{CO} + {O₂} → 2{CO₂}.
The Impact:
- Energy Recovery: The heat from this secondary combustion is radiated and convected back to the slag and metal bath. The energy recovery is substantial—burning 1 Nm³ of CO can return approximately 3 kWh of thermal energy to the process.
- Efficiency Gain: Effective post-combustion can contribute to a further 5-10% reduction in overall electrical energy consumption. It also reduces the load on the off-gas system and can lower emissions.
Key Application 4: Slag Foaming – Protecting the Furnace and Improving Arc Efficiency
A stable, foamy slag layer is the hallmark of a well-run EAF. Oxygen, in conjunction with carbon injectors, is key to creating and maintaining it.
How It Works: Carbon (in the form of coal or coke) and oxygen are injected into the slag layer. A series of reactions generate carbon monoxide (CO) bubbles within the slag.
The Impact:
- Foam Creation: The CO bubbles cause the basic slag to swell, forming a thick, insulating, and highly reactive foam.
- Arc Stability and Efficiency: The foam completely “buries” the electric arc. A buried arc transfers heat to the bath more efficiently and with less radiation damage to the furnace sidewalls and roof. This leads to more stable power input.
- Furnace Protection: The foamy slag layer acts as a thermal blanket, protecting refractory linings from direct arc radiation, thereby extending their service life.
- Improved Refining: The foam provides a large reaction surface area for the removal of impurities like phosphorus.
The Cumulative Impact: Quantifying the Benefits
The synergistic effect of these four oxygen applications transforms EAF operation:
- Reduced Power Consumption: Combined, they can slash 50 to 150 kWh/ton off the total energy bill.
- Increased Productivity: Tap-to-tap times can be shortened by 10 to 30 minutes, significantly increasing annual throughput from the same furnace.
- Lower Electrode Consumption: Reduced arc-on time and a more stable, buried arc condition decrease graphite electrode consumption.
- Enhanced Quality and Flexibility: Precise oxygen control allows for the reliable production of a wider range of steel grades, especially those with low carbon specifications.
On-Site Oxygen Generation: The Strategic Enabler for Modern EAFs
A modern EAF is a voracious consumer of oxygen. A single furnace can demand 5,000 to 15,000 Nm³/h, with flows needing to ramp up and down quickly to match the lancing and burner stages of the heat cycle.
The Technology of Choice: VPSA
For this scale and pattern of demand, Vacuum Pressure Swing Adsorption (VPSA) has become the dominant and most economical technology for on-site supply.
- Purity: VPSA plants reliably produce oxygen at 90-93% purity, which is perfectly suited for all EAF applications. Higher, more expensive purities offer no process benefit here.
- Scale & Efficiency: VPSA plants are optimized for the medium-to-large volumes required by steel mills and operate at lower pressures than traditional PSA, resulting in better overall energy efficiency.
- Flexibility: They can follow the variable demand of the EAF cycle much more effectively than relying on a logistics chain.
Why On-Site VPSA Beats Liquid Oxygen (LOX):
- Cost Certainty and Savings: It eliminates the volatile commodity pricing, continuous transportation costs, and standing losses (evaporation) associated with bulk liquid oxygen. Over a 10-year period, the Total Cost of Ownership (TCO) for a VPSA plant is typically 20-40% lower than purchasing LOX for a medium-sized mill.
- Supply Security and Autonomy: The mill owns its oxygen supply. There is no risk of delivery delays, truck driver shortages, or supplier disruptions—a critical factor for continuous operation.
- Operational Optimization: Stable pressure and immediate availability allow for perfect tuning of the injection processes, maximizing the metallurgical benefits described earlier.
System Integration and Safety in a Steel Mill Environment
Integrating an oxygen plant into a steel mill requires careful engineering:
- Control Integration: The VPSA plant’s control system must be seamlessly integrated with the mill’s central PLC/SCADA, allowing oxygen production to be dynamically matched to furnace demand.
- Ruggedized Design: Equipment must be specified for harsh conditions: high ambient temperatures, pervasive dust, and vibration. This includes heavy-duty air intake filters and reinforced structural supports.
- Paramount Safety: Oxygen systems demand the highest safety standards. This includes:
- Oil-Free Compression: Absolute prevention of hydrocarbon ingress to avoid explosive hazards.
- Specialized Piping: Oxygen pipelines require special cleaning (pickling and passivation), specific materials (e.g., stainless steel for high-pressure sections), and dedicated safety devices (safety valves, flame arrestors).
- Rigorous Procedures: Strict operational and maintenance protocols governing ignition sources and system isolation.

FAQ
Q1: What purity of oxygen is required for EAF applications?
A1: A purity of 90-93% is standard and entirely sufficient. Higher purity (like 99.5%) is unnecessary for the combustion and chemical reactions in the EAF and comes with a significant energy penalty during production.
Q2: How does VPSA oxygen cost compare to liquid oxygen (LOX) for a mid-sized mini-mill?
A2: While the capital investment for a VPSA plant is significant, the operating cost is dominated by stable electricity prices. For a mill using ~8,000 Nm³/h, the cost per unit of oxygen produced on-site is typically 30-50% lower than the delivered cost of LOX over a 5-year period, leading to payback times of 2-4 years.
Q3: Can the oxygen flow be quickly adjusted to match the different stages of the EAF cycle?
A3: Yes, this is a key advantage of modern VPSA plants. They are designed with turndown capability and responsive control systems that can automatically ramp production up or down to follow the furnace’s rapidly changing demand profile, from burner use in melting to high-flow lancing during refining.
Q4: What are the main maintenance considerations for an oxygen generator in a steel plant?
A4: Key tasks include: daily monitoring of air intake filters (crucial in dusty environments), scheduled maintenance of valves and blowers, periodic inspection/changeout of the adsorption vessel’s molecular sieve material (every 5-8 years), and unwavering adherence to safety inspections of the oxygen compression and delivery system.
Q5: Is on-site generation feasible for smaller EAF operations?
A5: Yes. While VPSA is ideal for larger flows, smaller PSA (Pressure Swing Adsorption) oxygen generators are a viable and cost-effective solution for mini-mills or foundries with lower oxygen demands (e.g., 500-2,000 Nm³/h). The same TCO advantages over LOX apply, making on-site generation a smart strategic move at almost any scale.
Conclusion
In the high-stakes world of electric arc furnace steelmaking, oxygen has transitioned from a utility to a fundamental process variable. Its intelligent application through burners, lances, and injection systems is directly quantifiable in reduced power bills, shorter cycle times, and enhanced product capability.
To fully harness this power, leading steel producers are making a strategic pivot: they are moving from being passive purchasers of a delivered commodity to becoming active managers of an on-site, self-generated resource. Investing in a reliable, efficient on-site oxygen plant—specifically VPSA technology—is not merely an operational decision; it is a competitive maneuver that secures cost control, supply chain resilience, and process optimization.
At MINNUO, we engineer industrial gas solutions for the most demanding environments. Our large-scale VPSA oxygen plants are built with the robustness and intelligence required for seamless integration into modern steel mills. We partner with our clients to deliver not just oxygen, but a measurable improvement in productivity and profitability, turning a critical process input into a definitive competitive advantage.





 sales2:+86 17506119168
sales2:+86 17506119168

