Power cable manufacturing looks, from a distance, like a straightforward process. An conductor passes through an extruder, receives a layer of insulation, and continues down the line for cooling, testing, and spooling. Inside that extruder head, however, the crosslinking of polyethylene into XLPE is a chemically demanding operation. The peroxide compounds that initiate crosslinking decompose at temperatures above roughly 160 degrees Celsius, generating free radicals that bond the polyethylene chains into a three-dimensional network. This reaction is highly sensitive to the presence of oxygen. Even small amounts of oxygen in the extrusion atmosphere can scavenge free radicals, interrupt the crosslinking reaction, and create oxidized byproducts that permanently degrade the insulation’s electrical and mechanical properties.
Nitrogen is the gas that keeps oxygen away from this process. But not just any nitrogen. The purity of the nitrogen, and equally importantly the consistency of that purity across every meter of cable produced, determines whether the insulation meets its design life or fails years before it should. This article examines why nitrogen purity matters for cable extrusion, what oxygen levels are tolerable for different cable types, and how to specify a nitrogen supply system that delivers the right purity at the right point — the die head where the chemical reaction happens.
I. Why Nitrogen Is Critical in Power Cable Manufacturing
The role of inert atmosphere in XLPE crosslinking
The crosslinking of polyethylene to produce XLPE is performed using organic peroxides, most commonly dicumyl peroxide. When heated above its decomposition temperature, dicumyl peroxide splits into reactive free radicals. These radicals abstract hydrogen atoms from the polyethylene backbone, creating polymer radicals that recombine to form carbon-carbon crosslinks between adjacent chains. This reaction must proceed in an environment free of competing radical scavengers. Oxygen is the most problematic scavenger present in industrial environments. A continuous flow of high-purity nitrogen through the extruder head and along the curing tube displaces ambient air, creating an inert envelope that allows the peroxide chemistry to proceed as designed.

What happens when oxygen is present during extrusion
Oxygen preferentially reacts with the peroxide-derived free radicals before they can abstract hydrogen from the polyethylene. Instead of forming the desired crosslinks, the radicals form oxygenated species: carbonyl groups, hydroperoxides, and other oxidation products. These compounds become permanently incorporated into the insulation matrix. They do not crosslink. They remain as localized defects that degrade dielectric performance, increase the dielectric loss tangent, and serve as initiation points for water treeing and electrical treeing — the two primary long-term degradation mechanisms in buried power cables. The damage is chemical, irreversible, and distributed throughout every cable produced under inadequate nitrogen protection.
The link between nitrogen purity and cable lifespan
Power cables are typically specified for a service life of 30 to 40 years or more. Qualification testing per IEC 62067 or AEIC CS8 standards subjects cable samples to accelerated aging protocols that simulate decades of combined thermal, electrical, and environmental stress. Cables produced with oxidation defects may pass routine factory acceptance tests — partial discharge, high-voltage withstand — yet fail after a fraction of their design life once water trees propagate from the oxidized sites under service conditions. The nitrogen purity maintained during extrusion is therefore not a compliance checkbox. It is a direct determinant of whether the cable installed today will still be in service four decades from now.
II. Oxidation Defects: The Invisible Threat to Cable Insulation Quality
Scorch, micro-voids, and surface imperfections
Oxygen-related defects in XLPE insulation take several forms, and not all of them are easy to detect in routine quality control. Scorch is the premature crosslinking or gel formation that occurs when peroxide decomposition begins too early in the extruder barrel, often exacerbated by local oxygen depletion that accelerates decomposition kinetics. Micro-voids form when volatile peroxide decomposition byproducts — primarily acetophenone and methane — nucleate around oxidized polymer domains where the local mechanical properties differ from the fully crosslinked matrix. Surface imperfections such as orange peel texture or pitting can result from oxygen-rich zones at the insulation surface where the nitrogen blanket was insufficient to exclude air contact during the curing phase.
How oxidative degradation reduces dielectric strength
The dielectric strength of XLPE insulation depends on a homogeneous polymer morphology with minimal charge trap sites. Carbonyl and hydroperoxide groups introduced by oxidative degradation act as deep charge traps. Under AC electric stress, charge accumulates at these trap sites, distorting the local electric field and initiating partial discharges in the micro-voids that form around the oxidized regions. Once partial discharge activity begins, it erodes the surrounding polymer through electron bombardment and local heating, growing channels — electrical trees — that eventually bridge the insulation thickness. The cable fails. The root cause, traceable through forensic analysis of the failure site, is often the oxidation that occurred years earlier during a few minutes of substandard nitrogen blanketing at the extrusion line.
Long-term failure modes traceable to inadequate nitrogen blanketing
Water treeing, the most prevalent degradation mechanism in medium-voltage XLPE cables, is strongly correlated with oxidation. Water trees initiate at sites of high local oxidation where the polymer is more hydrophilic and more susceptible to the combined effects of moisture and electric field. A cable produced with oxygen levels below the recommended threshold throughout the extrusion run develops water trees far more slowly than one produced with intermittent oxygen excursions. For extra-high-voltage cables operating above 150 kV, the partial discharge inception voltage and the long-term electrical treeing resistance are both sensitive to the insulation’s oxidation history. Utilities and cable manufacturers that invest in forensic failure analysis consistently identify inadequate nitrogen atmosphere control as one of the recurring root causes of premature in-service failures.
III. Nitrogen Purity Requirements for Different Cable Types
Low-voltage vs. medium-voltage vs. high-voltage and extra-high-voltage cables
The consequences of insulation oxidation scale with operating voltage. For low-voltage cables operating below 1 kV, the electrical stress is low enough that minor oxidation defects rarely cause in-service failures, and nitrogen purity requirements are correspondingly relaxed — typically 95 to 97 percent is considered sufficient. Medium-voltage cables in the 6 to 36 kV range are where the majority of water-tree-related failures concentrate, and manufacturers serving this segment commonly specify nitrogen purity of 99 percent or higher. High-voltage cables above 69 kV and extra-high-voltage cables above 150 kV represent the most demanding case. For these products, the industry has largely converged on a requirement of 99.5 to 99.9 percent nitrogen purity, with residual oxygen content below 0.1 percent or even below 0.05 percent by volume in the curing tube atmosphere.
XLPE vs. EPR vs. other insulation compounds
XLPE insulation’s sensitivity to oxidation during crosslinking is well documented. Ethylene propylene rubber, or EPR, is somewhat more tolerant of oxygen during its curing process because the base polymer already contains amorphous domains and the crosslinking chemistry differs. However, EPR is typically used in medium-voltage applications where reliability requirements still demand controlled nitrogen atmospheres, though the purity specification may be slightly less stringent than for XLPE lines producing cables of the same voltage class. Newer insulation compounds, including thermoplastic elastomer blends and nanocomposite XLPE formulations, tend to be at least as sensitive to oxidation as conventional XLPE, and manufacturers working with these materials should default to the higher end of the purity spectrum until specific compatibility data is available.
Industry purity benchmarks and where they come from
The cable industry does not have a single universally adopted standard for nitrogen purity during extrusion. Instead, purity specifications have emerged from a combination of cable standards bodies, raw material supplier recommendations, and manufacturers’ own process validation data. The AEIC CS8 specification for extruded dielectric shielded power cables references the need for an inert atmosphere during crosslinking without prescribing a numerical purity threshold. In practice, leading cable manufacturers have established internal specifications based on their own correlation of nitrogen purity data with long-term wet aging test results. A cable plant producing medium-voltage XLPE for utility customers will typically run with nitrogen at 99.0 to 99.5 percent purity, verified at the curing tube inlet. Extra-high-voltage lines push this to 99.9 percent or better. These numbers are not arbitrary; they reflect the oxygen partial pressure that, in accelerated aging tests, produced measurable increases in water tree density and reductions in AC breakdown strength.
IV. How Oxygen Ingress Occurs and Why Purity Specifications Are Not Enough
Leak points in the extrusion line nitrogen envelope
Nitrogen purity measured at the generator outlet tells a reassuring story. Nitrogen purity measured at the curing tube where the cable insulation is still molten and chemically active may tell a different one. Oxygen enters the nitrogen envelope through multiple pathways: at the extruder head around the conductor inlet, at the curing tube exit where the hot cable emerges into ambient air, at flange connections and sight glass gaskets along the curing tube, and at the interface between the extruder crosshead and the downstream tooling. Each leak point admits a small but continuous flow of air into the nitrogen atmosphere. A curing tube that is under negative pressure relative to ambient — which can occur if the nitrogen extraction system is poorly balanced — will draw air in through every available gap, overwhelming the nitrogen supply regardless of its initial purity.
Purity at the generator vs. purity at the die head
A nitrogen generator that delivers 99.9 percent purity at its outlet does not guarantee 99.9 percent purity at the die head. The nitrogen distribution piping between the generator and the extrusion line can be a source of contamination. Piping that was not properly purged after installation, that contains dead legs where moisture and air accumulate, or that uses materials with high oxygen permeability can degrade the delivered purity. A cable manufacturer that relies solely on the generator’s built-in purity analyzer, located at the skid, may be unaware that the curing tube atmosphere is 0.5 percent oxygen when the generator display shows 0.1 percent. The only way to close this information gap is to measure oxygen concentration directly at the curing tube, preferably at multiple points along its length.
Flow rate, pressure, and distribution system design
Purity specifications make sense only in the context of an adequate nitrogen flow rate. The nitrogen supply must provide sufficient volumetric flow to maintain a positive pressure inside the curing tube, continuously flushing out any oxygen that enters through leak points. The required flow rate depends on the curing tube dimensions, the cable line speed, the number and size of unavoidable openings, and the target oxygen concentration. A common rule of thumb for medium-voltage XLPE lines is 15 to 30 Nm³ of nitrogen per hour per curing tube, but larger high-voltage lines may need 40 to 80 Nm³/h or more. Undersized nitrogen flow allows oxygen to accumulate even if the source purity is perfect. The nitrogen supply system must be specified for both purity and flow capacity as a paired set of requirements.
V. Specifying a Nitrogen Generation System for Cable Extrusion
PSA vs. membrane: purity capability comparison
Pressure swing adsorption nitrogen generators can reliably achieve purity levels of 99.9 to 99.999 percent, depending on the number of adsorption beds, the cycle time, and whether a deoxo catalyst stage is included downstream of the PSA columns. This purity range covers the requirements of all cable extrusion applications up to and including extra-high-voltage XLPE. Membrane nitrogen generators, which separate nitrogen from air by selective permeation through hollow fiber membranes, typically deliver 95 to 99.5 percent purity. For low-voltage and some medium-voltage cable applications, a membrane system at 99 percent purity may be adequate and offers advantages in simplicity and lower capital cost. For high-voltage and extra-high-voltage cables where residual oxygen must be kept below 0.1 percent, PSA with a purity capability of 99.9 percent or higher is the standard choice.
Matching flow capacity to production line speed and cable diameter
The nitrogen consumption of a cable extrusion line is not a fixed number. It increases with production line speed — faster lines leave less residence time for crosslinking and require longer curing tubes, which increase the nitrogen volume to be inerted. Larger cable diameters require larger curing tube cross-sections, again increasing the nitrogen volume. A nitrogen generation system should be sized for the maximum expected simultaneous demand across all production lines, plus a margin for startup purging, which can require two to three times the steady-state flow rate to bring the curing tube oxygen concentration down to target levels within an acceptable time. Underestimating startup flow requirements is a common cause of production delays during line commissioning and product changeovers.
Monitoring and alarm systems for real-time purity verification
A nitrogen generator for cable extrusion should include, at minimum, an oxygen analyzer with a measurement range appropriate to the target residual oxygen level. For a 99.9 percent purity target, the analyzer should be capable of resolving 0.01 percent oxygen with reasonable accuracy — a zirconia or electrochemical sensor is typically used. The analyzer should sample from the curing tube, not from the generator outlet, and should be integrated with the line control system to provide an automatic alarm and, for high-voltage cable lines, an automatic divert or line slowdown if the oxygen concentration exceeds the setpoint. Data logging of nitrogen purity throughout each production run provides traceability that cable customers, particularly utility clients, increasingly require as part of their quality documentation packages. A cable shipped with a nitrogen purity log demonstrating continuous compliance during its production carries a level of quality assurance that a cable shipped without such data cannot match.
FAQ
Q1: What nitrogen purity is required for XLPE cable extrusion?
A1: Medium-voltage XLPE cable production typically requires nitrogen purity of 99.0 to 99.5 percent, corresponding to residual oxygen of 0.5 to 1.0 percent. High-voltage and extra-high-voltage XLPE cables generally require 99.5 to 99.9 percent purity, with residual oxygen below 0.1 percent. Low-voltage cable production may operate acceptably at 95 to 97 percent purity. These are industry benchmarks validated through accelerated aging tests; individual manufacturers should confirm their specific requirements through their own process validation.
Q2: Can a membrane nitrogen generator achieve the purity needed for power cable extrusion?
A2: Membrane generators typically deliver 95 to 99.5 percent purity. This is sufficient for low-voltage cable and some medium-voltage cable applications. For medium-voltage cables where long-term water tree resistance is critical, and for all high-voltage and extra-high-voltage cables, membrane systems at their upper purity limit may not provide adequate safety margin. PSA generators capable of 99.9 to 99.999 percent purity are the standard choice for these more demanding applications.
Q3: How does oxygen affect the crosslinking process in XLPE cable manufacturing?
A3: Oxygen scavenges the free radicals generated by peroxide decomposition, preventing them from forming the carbon-carbon crosslinks between polyethylene chains that give XLPE its thermomechanical strength and electrical endurance. The oxygenated byproducts — carbonyl groups and hydroperoxides — remain in the insulation as permanent defects that degrade dielectric strength, increase dielectric losses, and act as initiation sites for water treeing and electrical treeing over the cable’s service life.
Q4: Why measure nitrogen purity at the curing tube instead of at the generator outlet?
A4: The nitrogen distribution piping and the curing tube itself can admit oxygen through flange leaks, gasket imperfections, and openings at the conductor inlet and cable exit. Purity at the generator outlet does not equal purity at the die head where the crosslinking reaction occurs. Measuring oxygen concentration directly at the curing tube, preferably at multiple points, is the only way to verify that the nitrogen envelope is actually protecting the cable insulation as intended.
Q5: What is the typical nitrogen flow rate needed for a cable extrusion line?
A5: Medium-voltage XLPE lines typically require 15 to 30 Nm³/h of nitrogen per curing tube. High-voltage lines may require 40 to 80 Nm³/h or more, depending on cable diameter, line speed, and curing tube length. Startup purging can demand two to three times the steady-state flow rate to bring oxygen levels down within an acceptable time window. The nitrogen generation system should be sized for the maximum simultaneous steady-state demand plus a purge margin.
Q6: How can I tell if oxidation defects are present in finished XLPE cable?
A6: Routine factory tests such as partial discharge and high-voltage withstand may not detect oxidation defects. More sensitive methods include measurement of the dielectric loss tangent over temperature, oxidation induction time by differential scanning calorimetry, and microscopic examination of microtomed insulation samples for micro-voids and carbonyl mapping by FTIR spectroscopy. In practice, the most reliable indicator is a well-documented nitrogen purity log showing continuous compliance during the production run, combined with periodic accelerated wet aging tests on production samples.
Q7: Is on-site nitrogen generation more reliable than liquid nitrogen supply for cable extrusion?
A7: On-site nitrogen generation, whether by PSA or membrane, provides a continuous supply decoupled from delivery logistics. It eliminates the risk of running out of nitrogen during a production run due to tank depletion or delivery delay, and it avoids the moisture ingress that can occur when liquid nitrogen storage tanks develop vacuum leaks. For cable extrusion lines running continuous production, on-site generation is increasingly the default choice, with the generator sized for the line’s maximum demand and equipped with purity monitoring integrated into the line control system.
Conclusion
Nitrogen purity in power cable extrusion is not about hitting a number on a specification sheet. It is about ensuring that every meter of insulation leaving the curing tube has crosslinked in an environment that allows the peroxide chemistry to proceed without oxygen interference. The difference between 99.5 and 99.9 percent nitrogen may sound like a decimal place. In the field, it translates into differences in water tree resistance, partial discharge performance, and the probability that a buried cable reaches its 40-year design life without intervention.
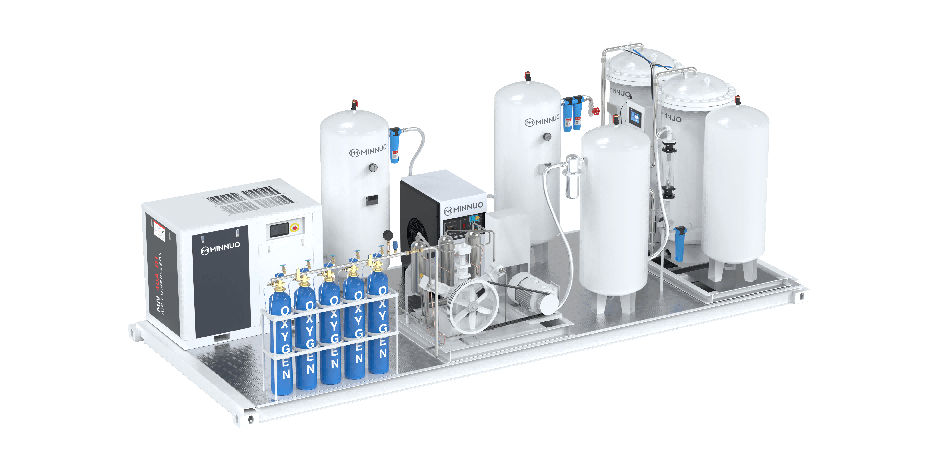
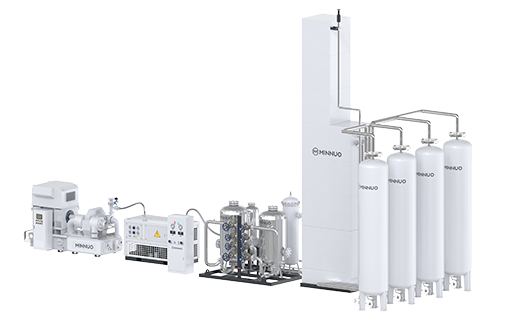
At MINNUO, we design and supply nitrogen generation systems for industrial applications where gas purity directly determines product quality. Cable manufacturers who understand the connection between nitrogen atmosphere control and insulation longevity invest not just in the right generator purity rating, but in the right distribution, monitoring, and alarm infrastructure to ensure that purity reaches the point where it matters. We work with our clients to match the nitrogen supply — PSA or membrane, at the required flow and purity — to the specific demands of their extrusion lines, with the instrumentation to prove that every production run meets the standard the cable’s end users will depend on for decades to come.


 sales2:+86 17506119168
sales2:+86 17506119168

