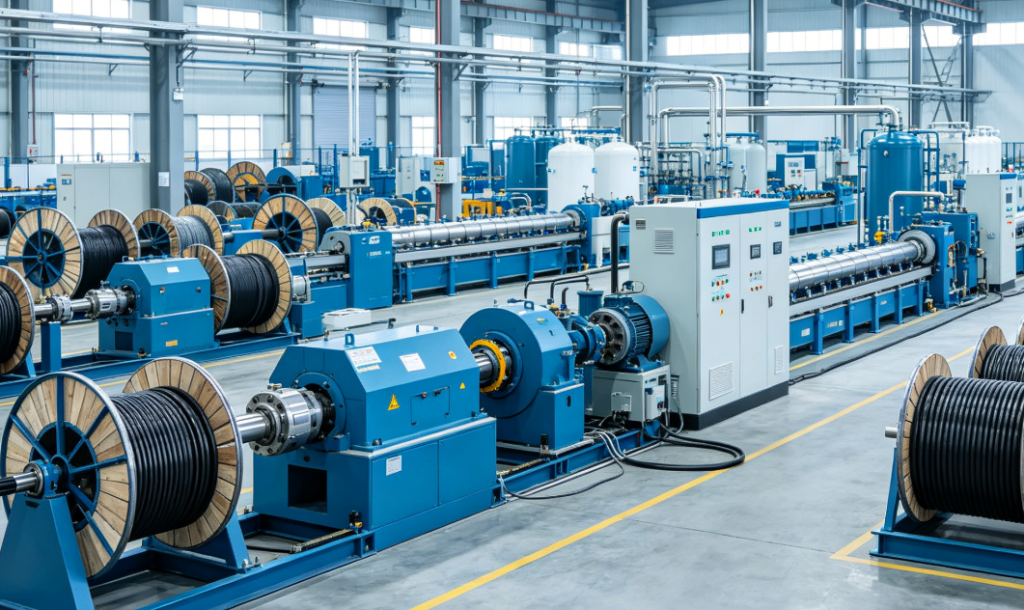
For decades, the nitrogen supply model in cable manufacturing followed a simple pattern. A truck arrived at the factory, filled a cryogenic storage tank with liquid nitrogen, and left. The factory drew from that tank until the level ran low, then placed another order. This model worked reliably enough that few questioned it, and the cost of nitrogen was treated as a fixed operational expense, like electricity or water. Over the past ten years, that assumption has eroded. New cable factories are being designed with on-site nitrogen generation as part of the base build, and existing plants are retrofitting generators into their nitrogen supply infrastructure at an accelerating rate.
The shift is not driven by a single factor but by a convergence of economics, supply chain experience, and the technical demands of modern cable production. When nitrogen is a utility you make rather than a commodity you buy, the cost per cubic meter drops, the supply interruption risk transfers from the trucking company to the plant’s own maintenance team, and the purity of the gas becomes a process variable under direct control rather than a specification on a supplier’s certificate. This article examines why on-site nitrogen generation is becoming the standard in cable manufacturing, what is driving the transition, and what the integration of gas generation into factory control systems means for the cable plants of the next decade.
I. The Shift That Is Reshaping Nitrogen Supply in Cable Factories
Traditional nitrogen supply models: cylinders, dewars, and bulk liquid
Cable manufacturers have historically sourced nitrogen through three channels. Small-volume users — test labs, pilot lines, or factories producing short runs of low-voltage cable — relied on high-pressure cylinder banks or portable dewars. Medium and large cable plants moved to bulk liquid nitrogen storage, with a vacuum-insulated cryogenic tank installed on a concrete pad outside the factory, vaporizers to convert the liquid to gas, and a piping network distributing the gaseous nitrogen to the extrusion lines. The bulk liquid model offered economies of scale but introduced dependencies: the tank was owned by the gas supplier and leased to the factory, the price per cubic meter was governed by long-term contracts with limited negotiating flexibility, and the supply chain was only as reliable as the nearest air separation unit and the fleet of cryogenic tankers serving it.
Why new-build cable plants increasingly default to on-site generation
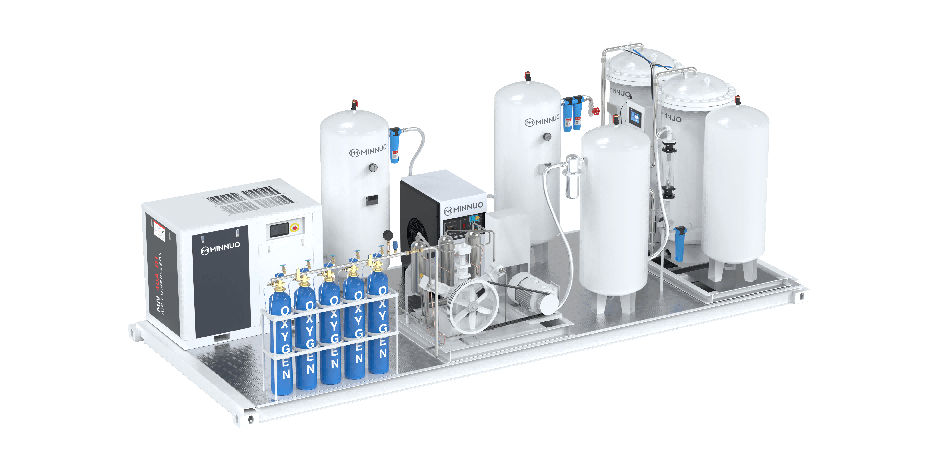
When a cable manufacturer designs a new factory, the nitrogen supply decision is made at the architectural stage. Over the past decade, the default answer has shifted from bulk liquid storage to on-site generation. The reasons are cumulative. On-site generation eliminates the cryogenic tank footprint and the safety exclusion zone around it. It removes the need for a truck-accessible delivery bay dedicated to gas replenishment. It converts nitrogen from an externally sourced consumable to an internally generated utility, with the only ongoing input being electricity. For factories built in industrial parks or regions where land costs are high and delivery logistics are complex, these advantages tip the balance decisively toward generation.
The retrofit trend: existing plants switching mid-lifecycle
The transition is not limited to greenfield projects. Existing cable factories that have operated with bulk liquid nitrogen for years are installing on-site generators alongside their cryogenic tanks, using the generators for base-load supply and keeping the liquid tank as a backup or for peak demand periods when production surges beyond the generator’s rated capacity. This hybrid approach allows plants to capture the majority of the cost savings from on-site generation without abandoning the supply security of an existing liquid nitrogen infrastructure. Over time, as confidence in the on-site system grows, some plants decommission the liquid tank entirely, converting what was once a backup into surplus equipment. This phased transition is a lower-risk path that has accelerated adoption among established manufacturers.
II. The Economics Driving the Transition
Cost per cubic meter: delivered liquid nitrogen vs. on-site generation
The economic case for on-site nitrogen generation rests on a straightforward comparison. Delivered liquid nitrogen carries a per-unit price that bundles the actual nitrogen molecule, the energy to liquefy it at a distant air separation unit, the cryogenic transport, the tank rental, and the supplier’s margin. In many markets, the delivered cost ranges from 0.15 to 0.40 USD per normal cubic meter, depending on volume, contract terms, and distance from the air separation plant. On-site nitrogen generation, by contrast, costs between 0.02 and 0.07 USD per normal cubic meter for the electricity to run the compressor and controls, plus the amortized capital cost of the generator and a modest allowance for maintenance. Even after fully burdening the on-site cost with depreciation and consumables such as filter elements and, for PSA systems, eventual sieve replacement, the total cost of ownership per cubic meter typically falls below half the delivered liquid nitrogen price. For a cable plant consuming 100 Nm³/h across two shifts, the annual savings routinely reach into six figures.
Eliminating delivery surcharges, rental fees, and boil-off losses
The invoice for delivered liquid nitrogen contains line items beyond the per-unit gas price. Tank rental fees accrue monthly whether the tank is full, half-empty, or nearly depleted. Delivery surcharges apply for remote locations, for small order quantities, and for urgent top-up deliveries requested when production schedules change. Hazardous materials transport compliance adds administrative costs. On top of these visible costs, liquid nitrogen storage carries a hidden physical cost: boil-off. Even the best vacuum-insulated tanks allow heat ingress, and a fraction of the liquid nitrogen vaporizes continuously. This boil-off is vented or, at best, captured for low-pressure use, but it represents purchased nitrogen that was never used in production. The boil-off rate for a typical 3,000-gallon liquid nitrogen tank ranges from 0.3 to 0.8 percent of the tank’s contents per day, depending on ambient conditions and tank condition. Over a year, this amounts to thousands of cubic meters of lost product — a cost that on-site generation eliminates entirely.
Payback periods and how they are shortening
The capital cost of an on-site nitrogen generation system has been declining as PSA and membrane technologies mature and as the manufacturers of these systems scale production. Simultaneously, the price of delivered liquid nitrogen has risen in many regions as industrial gas suppliers consolidate and as energy costs increase the operating expense of air separation units. The result is a steadily shortening payback period. A decade ago, a nitrogen generator for a medium-sized cable plant might have paid for itself in three to five years. Today, payback periods of 12 to 24 months are common for plants operating two or more shifts, and some high-volume installations achieve payback in under a year. When a capital investment recovers its cost within a single budget cycle and then generates ongoing savings for the next 10 to 15 years of the equipment’s service life, the financial decision effectively makes itself.
III. Supply Security and Production Continuity
The cost of a nitrogen supply interruption on a cable extrusion line
A nitrogen supply failure on a cable extrusion line is not a minor inconvenience. If the nitrogen flow to the curing tube stops, oxygen enters the crosslinking zone within minutes. The peroxide chemistry is disrupted, and the cable insulation crosslinks incompletely or with oxidative defects. Depending on the line speed and the length of the curing tube, several hundred meters of cable may be in the affected zone before the operator can respond. That cable cannot be repaired. It must be scrapped. For a high-voltage cable line producing 132 kV or 230 kV transmission cable, the value of lost production from a single nitrogen interruption can exceed the annual cost of a nitrogen generator. Beyond the immediate scrap cost, there are downstream consequences: delivery delays, customer penalties, and the reputational damage of a quality escape if the affected cable is not fully accounted for.
Decoupling from tanker deliveries, logistics disruptions, and spot market pricing
Bulk liquid nitrogen supply chains are efficient but not invulnerable. An air separation unit undergoing scheduled maintenance or an unplanned outage creates a supply gap. Severe weather can delay tanker deliveries. Industrial action at ports or fuel price spikes can disrupt transport logistics. During periods of high industrial gas demand — a hot summer when other industries increase their nitrogen consumption, or a regional supply disruption — the spot market price for liquid nitrogen can spike to multiples of the contract price, and allocation systems may limit the volume available to customers without firm supply agreements. On-site nitrogen generation decouples the cable plant from all of these external variables. The generator runs on electricity from the grid, which is itself a utility subject to disruption, but a plant that has invested in backup generation for its production lines can power its nitrogen generator from the same backup source, achieving complete independence from external gas supply.
Just-in-time production and why gas inventory is being treated like component inventory
Modern cable manufacturing, particularly for high-voltage and extra-high-voltage products, operates on increasingly tight production schedules. Cables are produced to order for specific projects, with delivery dates written into construction contracts. The inventory buffer that once insulated factories from supply disruptions has been engineered out of the system in pursuit of working capital efficiency. In this environment, nitrogen is not a background utility. It is a direct production input whose availability must be guaranteed with the same rigor as the conductor, the insulation compound, and the outer sheathing materials. On-site generation converts nitrogen supply from an inventory management problem — how much liquid is in the tank, when is the next delivery, what is the boil-off rate — to a machine availability problem: is the generator maintained and running. For most plant managers, managing a machine on their own site is preferable to managing a supply chain that extends beyond their control.
IV. Purity Control as a Strategic Advantage
On-demand purity adjustment for different cable products
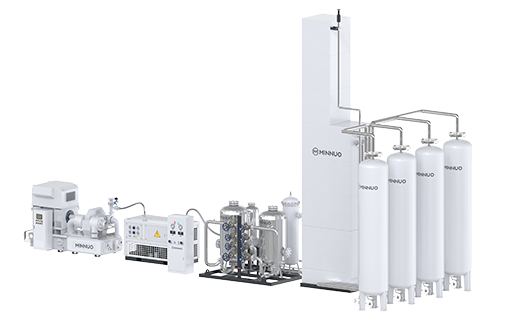
A bulk liquid nitrogen tank delivers nitrogen at a fixed purity, typically 99.99 percent or higher — the purity of the liquid produced at the air separation unit. For a cable plant producing exclusively high-voltage XLPE cable, this high purity is welcome and necessary. For a plant that produces a mix of low-voltage, medium-voltage, and high-voltage cables, the fixed high purity of liquid nitrogen represents a form of overspecification. The plant is paying for 99.99 percent purity across all its production when only the high-voltage lines require it. An on-site nitrogen generation system, particularly a PSA-based plant with adjustable cycle parameters, can be tuned to deliver different purity levels to different production lines. A membrane system sized for 99 percent purity can serve the low-voltage and medium-voltage lines, while a PSA system delivering 99.9 to 99.999 percent purity serves the high-voltage line. This tiered purity approach optimizes the energy consumption of the nitrogen plant — lower purity requires less air compression per unit of nitrogen output — and matches the cost of nitrogen production to the value of the cable being produced.

Real-time monitoring integration with line control systems
Bulk liquid nitrogen supply typically comes with a purity certificate from the supplier, but the certificate reflects the purity at the air separation unit, not at the cable plant’s curing tube. As discussed in the companion article on nitrogen purity for cable extrusion, oxygen can enter the nitrogen envelope at multiple points between the supply source and the die head. On-site nitrogen generation naturally encourages integration of real-time purity monitoring into the production line control system. The generator’s control panel can communicate with the plant’s SCADA or MES via standard industrial protocols, logging nitrogen purity, flow rate, pressure, and dew point alongside the extrusion line parameters such as temperature, line speed, and conductor preheat. This data integration creates a complete production record for every meter of cable, with nitrogen atmosphere quality directly traceable to the finished product. For utility customers who demand increasing levels of quality documentation, this level of data integration is moving from a differentiator to an expectation.
Eliminating the moisture risks of liquid nitrogen storage
Liquid nitrogen is, in principle, dry. But liquid nitrogen storage and vaporization systems can introduce moisture into the gas stream in practice. Cryogenic tanks develop vacuum leaks over time, allowing atmospheric moisture to condense on the cold tank inner wall and dissolve into the liquid nitrogen. Vaporizer coils that cycle between cryogenic temperatures during operation and ambient temperatures during idle periods can accumulate frost and, over repeated cycles, corrosion that introduces moisture into the gas flow. On-site nitrogen generators, whether PSA or membrane, include air dryers upstream of the separation stage that deliver a consistent dew point — typically -40°C to -70°C pressure dew point — independent of ambient humidity. This consistent dryness protects the cable extrusion process from a variable that liquid nitrogen systems do not always control as tightly as their purity numbers might suggest.
V. Integration with Smart Factory and Industry 4.0 Architectures
Nitrogen generation data as part of the manufacturing execution system
The cable factories of 2026 are increasingly digital environments. Manufacturing execution systems track every production order from conductor payoff to final spooling. Process parameters are logged, analyzed, and retained for the life of the product. Nitrogen generation fits naturally into this architecture. Modern nitrogen generators are equipped with programmable logic controllers that record purity, flow, pressure, dew point, and system alarms on a continuous basis. This data can be fed into the plant’s MES alongside extrusion parameters, creating a unified production record. When a customer or an auditor asks for evidence that a specific cable drum was produced under compliant nitrogen conditions, the data is retrievable by drum serial number rather than requiring a manual search through paper charts.
Predictive maintenance and remote monitoring of gas supply
On-site nitrogen generators, like all rotating equipment, benefit from condition-based maintenance. Vibration sensors on the air compressor, differential pressure monitoring across filters, and trending of the PSA cycle time or membrane module performance can indicate developing issues before they cause an unplanned shutdown. This data can be accessed remotely by the plant’s maintenance team or by the equipment supplier under a service agreement. For cable plants operating with minimal on-site maintenance staff, particularly during night shifts or weekends, remote monitoring provides a layer of oversight that a bulk liquid nitrogen tank — a passive storage vessel with no rotating components — cannot match. The nitrogen generator becomes a monitored asset within the plant’s overall predictive maintenance strategy.
Energy optimization and carbon footprint reporting
On-site nitrogen generation consumes electricity, and that electricity carries a carbon footprint that varies with the grid mix. Modern generators include energy monitoring that reports kWh per normal cubic meter of nitrogen produced, allowing the plant to track this metric over time and to compare it against the embedded carbon of delivered liquid nitrogen, which includes the energy of liquefaction, transport fuel, and boil-off losses. For cable manufacturers reporting under ESG frameworks or responding to customer requests for product carbon footprint data, on-site generation with renewable electricity can demonstrably lower the Scope 2 emissions associated with nitrogen supply compared to truck-delivered liquid. As carbon accounting becomes more granular and more commercially relevant in the cable industry, this measurement capability adds another dimension to the case for on-site generation.
FAQ
Q1: How much can a cable factory save by switching to on-site nitrogen generation?
A1: On-site nitrogen generation typically costs 0.02 to 0.07 USD per normal cubic meter in electricity, compared to 0.15 to 0.40 USD per cubic meter for delivered liquid nitrogen. For a plant consuming 100 Nm³/h across two shifts, annual savings routinely reach six figures. Fully burdened costs including equipment depreciation and maintenance still fall below half the typical delivered liquid price. Payback periods of 12 to 24 months are common for plants operating two or more shifts.
Q2: Is on-site nitrogen generation reliable enough for continuous cable production?
A2: Yes. Modern PSA and membrane nitrogen generators are designed for 24/7 industrial duty. The primary reliability risk is the air compressor, which is a standard industrial component with well-established maintenance practices. Many cable plants operate on-site generators for years without a production-affecting nitrogen interruption. A properly maintained generator, with recommended spare parts on hand, achieves availability comparable to or better than a bulk liquid supply chain subject to weather, transport, and supplier-side disruptions.
Q3: Can an existing cable plant retrofit on-site nitrogen generation without major construction?
A3: Most on-site nitrogen generators are skid-mounted and require only a level concrete pad, an electrical connection, and a tie-in to the existing nitrogen distribution piping. Installation can often be completed over a weekend shutdown. Plants commonly keep their liquid nitrogen tank as a backup during the transition, running the generator for base load and retaining the liquid system for peak demand or emergency backup. This phased approach minimizes production risk during the switchover.
Q4: Which nitrogen generation technology is more suitable for cable manufacturing: PSA or membrane?
A4: PSA generators achieve 99.9 to 99.999 percent purity, suitable for all cable types including high-voltage and extra-high-voltage XLPE. Membrane generators deliver 95 to 99.5 percent purity, adequate for low-voltage and many medium-voltage cable applications. Plants producing a mix of cable types often install both technologies or a PSA system that can be tuned to different purity levels for different production lines, optimizing energy consumption against product requirements.
Q5: How does on-site nitrogen generation affect a cable plant’s carbon footprint?
A5: On-site generation replaces truck-delivered liquid nitrogen, which carries embedded carbon from the energy-intensive air separation and liquefaction process, plus transport fuel combustion. When powered by grid electricity or on-site renewables, on-site generation typically produces lower Scope 2 emissions per cubic meter of nitrogen delivered to the process. The ability to meter and log the generator’s energy consumption also supports granular product carbon footprint reporting, which is increasingly requested by cable customers.
Q6: What happens if the on-site nitrogen generator needs maintenance during a production run?
A6: This is typically managed through redundancy in the system design. Many cable plants install two smaller generators operating in parallel rather than one large unit. If one generator goes offline for scheduled or unscheduled maintenance, the other continues to supply nitrogen, potentially at a reduced flow rate that may require a temporary line speed reduction but avoids a complete production stop. Plants that maintain their liquid nitrogen tank as a backup have an additional layer of protection.
Q7: How long does an on-site nitrogen generator last in cable manufacturing service?
A7: A well-maintained industrial nitrogen generator has a service life of 10 to 15 years for the main structural and mechanical components. PSA sieve material typically requires replacement every 5 to 8 years depending on inlet air quality and operating conditions. Membrane modules have a similar replacement interval. The air compressor, as the primary rotating component, may require a major overhaul or replacement at the 8 to 12 year mark. These are planned maintenance events with predictable costs and lead times.
Conclusion
The nitrogen supply model in cable manufacturing is undergoing a structural shift, and the evidence suggests it is not a temporary trend. When new factories default to on-site generation and existing plants retrofit generators into their legacy supply infrastructure, the direction of change is clear. The drivers — lower operating cost, independence from external supply chains, purity control matched to the cable product, and data integration into smart factory systems — are mutually reinforcing. Each one strengthens the case for the others.
At MINNUO, we design nitrogen generation systems for industrial applications where gas supply reliability and purity directly determine production outcomes. Cable manufacturers evaluating the transition from delivered nitrogen to on-site generation need more than a generator specification sheet. They need an analysis of their actual nitrogen consumption profile across all production lines, a purity and flow specification that matches their product mix, and an integration plan that connects the generator to their existing nitrogen distribution network and factory control systems. We provide that engineering support, because a nitrogen generator that is correctly sized, correctly integrated, and correctly maintained becomes not just a cost-saving measure but a strategic production asset — one that cable plants of the future will consider as standard as the extruder itself.


 sales2:+86 17506119168
sales2:+86 17506119168

