Gold extraction by cyanidation is a race against time. Ground ore is mixed with a dilute sodium cyanide solution in agitated tanks. The cyanide complexes with the gold, dissolving it so it can be recovered downstream by carbon adsorption or zinc precipitation. The chemistry is well understood, but the rate at which it proceeds is controlled less by the cyanide concentration than by something easily overlooked: the amount of dissolved oxygen in the pulp. Without sufficient oxygen, the leach reaction slows to a fraction of its design rate. Gold that should report to the recovery circuit in 24 hours remains in the tailings.
Mine operators have addressed this oxygen demand through a series of evolving solutions: liquid oxygen delivered by cryogenic tanker, hydrogen peroxide metered into the leach tanks, and air blown through spargers. Each has served its purpose, and each carries a cost and logistics burden that grows heavier as mines move to increasingly remote locations. In the past decade, a growing number of operations have turned to a fourth option: generating oxygen on site using pressure swing adsorption. This article examines why PSA oxygen generators are displacing traditional oxygen sources in gold cyanidation, what the economics look like, and how to engineer a system that operates reliably at a remote mine site.
I. The Role of Oxygen in Gold Cyanidation: Why It Matters
Elsner’s equation and the stoichiometric oxygen demand
The dissolution of gold in cyanide solution is described by Elsner’s equation, which shows that oxygen is a reactant, not a catalyst. Four atoms of gold react with eight cyanide ions, one molecule of oxygen, and two molecules of water to produce four gold cyanide complex ions. Stoichiometrically, each kilogram of gold dissolved consumes approximately 0.04 kilograms of oxygen. In practice, the actual oxygen demand is far higher because competing reactions — the oxidation of sulfide minerals, base metals, and organic matter — also consume dissolved oxygen. A typical gold mill may consume 2 to 20 kilograms of oxygen per ton of ore processed, depending on ore mineralogy and leach residence time.
How dissolved oxygen concentration limits leach rate
The rate of gold dissolution in cyanide solution is diffusion-controlled under most practical conditions. This means the reaction speed is governed not by chemical kinetics at the gold surface but by how fast dissolved oxygen can diffuse from the bulk solution to the gold particle. At dissolved oxygen concentrations below approximately 6 parts per million, the leach rate is directly proportional to the oxygen concentration. Doubling the dissolved oxygen roughly doubles the leach rate, provided cyanide concentration is maintained. At very low dissolved oxygen — below 2 ppm — the leach rate falls so dramatically that gold recovery becomes economically unviable within the available tank residence time. Mills operating with only atmospheric oxygen dissolution from air typically achieve 8 to 10 ppm. Mills using oxygen injection routinely reach 15 to 30 ppm or higher, directly translating into faster leaching and higher ultimate recovery.

The economic penalty of oxygen-starved leaching
When a leach circuit is oxygen-starved, the consequences cascade. Gold that leaches too slowly may not dissolve completely within the available residence time. Operators may compensate by increasing cyanide concentration, adding reagent cost without fully addressing the root cause. Increased cyanide consumption also raises detoxification costs for tailings. The slower leach rate may force a reduction in mill throughput to maintain acceptable tailings grades. In a 100,000-ounce-per-year gold mine, a 2 percent improvement in overall recovery is worth millions of dollars annually at current gold prices. Adequate dissolved oxygen is one of the highest-leverage process improvements available to a gold mill metallurgist.
II. Traditional Oxygen Supply Methods and Their Limitations at Mine Sites
Liquid oxygen: high purity, high logistics cost
Liquid oxygen delivered by cryogenic tanker is a mature and reliable technology. The oxygen arrives at over 99.5 percent purity, and the on-site storage tank and vaporizer system provides a steady supply. The problem is logistics. Liquid oxygen must be transported from an air separation unit, typically located in an industrial center or port city, to the mine site. For mines within a few hundred kilometers of an air separation plant on paved roads, liquid oxygen can be cost-effective. For remote mines — high in the Andes, deep in the West African interior, or in the Australian outback — delivery costs escalate with every kilometer. Tanker trucks on unsealed roads burn more fuel and incur higher maintenance. Seasonal road closures during wet seasons can interrupt supply entirely. The on-site storage tank also suffers unavoidable boil-off losses, typically 0.3 to 0.8 percent of tank contents per day.
Hydrogen peroxide: convenient but expensive per kilogram of oxygen
Hydrogen peroxide decomposes in the leach pulp to release oxygen and water. It is easy to transport as a liquid, simple to meter into the process, and requires no cryogenic storage or high-pressure gas handling. These advantages have made it popular at smaller mines and during commissioning phases. The economic disadvantage is the cost per kilogram of available oxygen. One kilogram of 50 percent commercial hydrogen peroxide yields approximately 0.24 kilograms of oxygen. At typical bulk pricing, the cost per kilogram of oxygen delivered to the leach circuit is significantly higher than from liquid oxygen or on-site generation. For mines processing sulfide-bearing ores with elevated oxygen demand, peroxide reagent cost can become a dominant operating expense.
Compressed air sparging: low capital cost, limited dissolved oxygen
Air sparging is the simplest and lowest-capital method. A blower pushes ambient air through sparger pipes at the bottom of the leach tanks. The achievable dissolved oxygen is limited by the partial pressure of oxygen in air — 21 percent of atmospheric pressure — and by the mass transfer efficiency of the sparger system. Under ideal conditions, air sparging achieves 8 to 10 ppm dissolved oxygen. At higher slurry densities, at altitude where atmospheric pressure is lower, or with poorly maintained spargers, dissolved oxygen may be 6 ppm or less. For many sulfide-bearing ores, this is insufficient. The low capital cost of air sparging is offset by lower gold recovery or reduced mill throughput.
The table below compares the four main oxygen supply methods across key metrics relevant to a gold mine operation.
Table: Oxygen Supply Methods for Gold Cyanidation — Key Comparison
| Metric | Liquid Oxygen | Hydrogen Peroxide | Air Sparging | PSA On-Site Oxygen |
| Oxygen purity delivered | >99.5% | ~47% O₂ by weight (100% basis) | 21% O₂ in air | 90–93% |
| Typical dissolved O₂ achievable | 20–35 ppm | 15–30 ppm | 6–10 ppm | 15–30 ppm |
| Capital cost | Medium | Low | Low | Medium-High |
| Operating cost per kg O₂ | Medium-High | High | Low | Low-Medium |
| Supply chain risk | High | Medium | None | None |
| Remote mine suitability | Poor | Medium | Excellent (low demand only) | Excellent |
| Boil-off / decomposition loss | Yes | Yes | None | None |
FAQ
Q1: How does oxygen improve gold recovery in cyanide leaching?
A1: Oxygen is a reactant in the gold dissolution reaction. At dissolved oxygen concentrations below about 6 ppm, the leach rate is directly proportional to the oxygen level. Increasing dissolved oxygen from 8 ppm — typical of air sparging — to 20 ppm or higher through oxygen injection can double or triple the leach rate, allowing higher recovery within the same tank residence time. This is particularly impactful for sulfide-bearing ores, which consume dissolved oxygen through competing oxidation reactions.
Q2: What is the cost comparison between PSA oxygen and liquid oxygen for a gold mine?
A2: PSA on-site generation typically costs 0.02 to 0.07 USD per normal cubic meter for electricity, plus amortized capital and maintenance. Delivered liquid oxygen at a remote mine can cost 0.15 to 0.50 USD per Nm³ depending on distance and road conditions. For mines located more than 300 kilometers from the nearest air separation unit, PSA generation usually offers a lower total cost of ownership, with payback periods typically ranging from 12 to 24 months.
Q3: Can a PSA oxygen plant operate reliably at a remote mine site?
A3: Yes, provided it is engineered for the conditions. Key considerations include high-altitude compressor derating, heavy-duty inlet air filtration for dusty environments, and stable power supply — whether grid or mine-site diesel generation. Skid-mounted, containerized PSA plants suit remote mines because they arrive pre-commissioned and require minimal site construction. Remote monitoring capability allows off-site technical support if local maintenance expertise is limited.
Q4: What purity of oxygen does a PSA plant produce, and is it sufficient for gold leaching?
A4: Standard PSA plants produce 90 to 93 percent oxygen, which is more than adequate for gold cyanidation. The dissolved oxygen achieved in the leach pulp depends on the mass transfer efficiency of the injection system and the oxygen flow rate, not on purity above about 90 percent. The remaining 7 to 10 percent of the product gas is primarily argon and nitrogen, both inert in the leach chemistry with no negative effect on gold recovery.
Q5: How do I size a PSA oxygen plant for my gold mine?
A5: Start with an oxygen mass balance. Determine the oxygen consumption in kilograms of O₂ per tonne of ore from metallurgical test work or plant data, then convert to an hourly demand at design throughput. Add allowances for oxygen transfer efficiency — typically 50 to 80 percent depending on injection method — and for future expansion. The PSA plant must be selected to deliver the required flow at the site’s actual altitude and ambient temperature, not at standard sea-level reference conditions.

III. How PSA Oxygen Generators Fit into a Gold Leaching Circuit
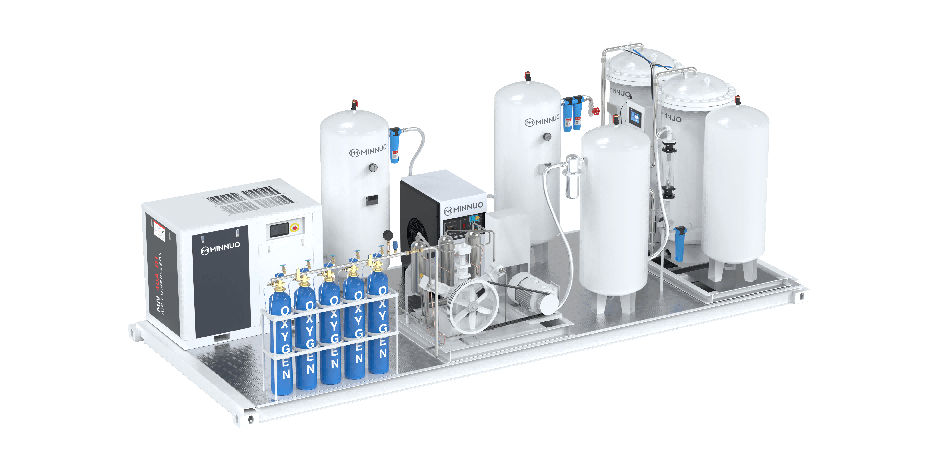
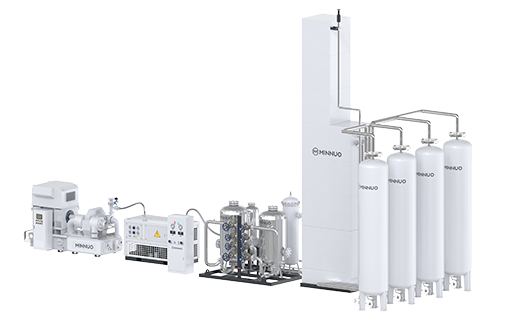
Typical PSA plant configuration for a gold mine
A PSA oxygen plant for a gold mine is sized to match the oxygen demand at the design mill throughput. A small mine processing 500 tonnes per day with moderate oxygen demand may require 5 to 10 Nm³/h of oxygen. A large mine processing 5,000 tonnes per day of highly sulfide-bearing ore may require 100 to 300 Nm³/h. The plant is typically skid-mounted and installed close to the leach tanks, minimizing distribution piping length. It includes the air compressor, air treatment system, PSA generator vessels, buffer tank, and control system — all pre-piped and pre-wired. Site connections are limited to electrical power and the oxygen delivery pipe to the injection points. A 50 Nm³/h plant occupies approximately 40 to 60 square meters on a concrete pad.
Oxygen injection methods: sparging, in-line dissolution, and pre-aeration
The oxygen produced must be dissolved into the leach pulp efficiently. Sparging introduces gas through porous diffusers or perforated pipes at the tank bottom. It is simple and robust, but oxygen mass transfer efficiency can be as low as 30 to 50 percent if bubble size is large or agitation is insufficient. In-line dissolution uses a side stream of pulp drawn from the tank, injected with oxygen in a pressurized contactor, and returned to the tank. The higher pressure increases the solubility driving force, achieving 70 to 90 percent transfer efficiency. Pre-aeration involves oxygenating the leach solution or a portion of the pulp before it enters the first leach tank, ensuring leaching begins at an elevated dissolved oxygen level. The choice of injection method directly affects the total PSA plant capacity required — a mine achieving 80 percent utilization needs a smaller plant than one achieving 50 percent for the same net dissolved oxygen target.
Matching oxygen output to ore tonnage and leach kinetics
Oxygen demand varies with feed rate, ore grade, and sulfide sulfur content as different zones of the ore body are mined. A PSA plant should have sufficient turndown capability to operate efficiently at reduced output and the ability to be expanded modularly if throughput increases. The control system should integrate with the mill’s process control network, adjusting oxygen flow automatically based on dissolved oxygen measurements in the leach tanks. This closed-loop control prevents both oxygen starvation and excessive injection — which wastes energy and can, in extreme cases, passivate the gold surface and actually slow the leach rate.
IV. The Economics: Reagent Savings vs. Capital Cost
Cyanide reduction from improved dissolved oxygen control
A less obvious benefit of oxygen injection is reduced cyanide consumption. In oxygen-starved circuits, operators often compensate by increasing cyanide concentration to maintain the dissolution driving force. When dissolved oxygen is raised to an adequate level, cyanide concentration can often be reduced, cutting consumption by 5 to 15 percent. For a mine consuming 1,000 tonnes of sodium cyanide per year at 2,500 to 3,500 USD per tonne, a 10 percent reduction saves 250,000 to 350,000 USD annually — a saving that can cover a significant portion of the annualized cost of a PSA oxygen plant.
Eliminating liquid oxygen delivery surcharges and boil-off losses
The delivered cost of liquid oxygen at the mine gate includes the base gas price, transport charges, fuel surcharges, tank rental, and hazardous materials compliance fees. At a mine 500 kilometers from the air separation unit, transport can account for more than half the delivered cost. Tank boil-off represents purchased gas that is paid for but never used. For a mine consuming 200 Nm³/h continuously, annual boil-off at 0.5 percent per day can amount to 20,000 to 40,000 USD of lost product annually. On-site PSA generation eliminates these costs entirely — oxygen is generated when needed and consumed immediately.
Typical payback period for a mine-site PSA oxygen plant
At mines with high oxygen demand — above 50 Nm³/h continuous — located more than 200 kilometers from a liquid oxygen source, simple payback periods of 12 to 18 months are common. At mines with lower demand or closer proximity to supply, payback may extend to 2 to 3 years. Mines switching from hydrogen peroxide often see faster payback — sometimes under 12 months — because the cost per kilogram of oxygen from peroxide is significantly higher. The calculation must use the mine’s specific oxygen cost baseline and the projected PSA operating cost at the site’s electricity tariff.
V. Engineering a PSA Oxygen Plant for Remote Mine Site Conditions
High altitude operations and compressor derating
Many significant gold deposits are at high altitude — the Andean gold belt, with mines between 3,000 and 5,000 meters, is the most prominent example. At 4,000 meters, barometric pressure is roughly 61 percent of sea-level pressure. A compressor moving a fixed volume of air per revolution ingests 39 percent less mass of air. The PSA plant’s oxygen output drops in proportion. To deliver the required flow at altitude, the compressor must be oversized relative to a sea-level plant, and the motor must be derated for reduced cooling air density. These factors must be addressed at specification, not discovered during commissioning.
Dust ingress protection for open-pit mine environments
Open-pit mines generate dust from drilling, blasting, loading, and hauling. A standard compressor air filter exposed to mine dust may require replacement weekly rather than monthly, and inadequate filtration leads to accelerated compressor wear. PSA plants for mine sites should be specified with heavy-duty two-stage inlet filtration — a cyclone pre-cleaner followed by a high-efficiency dry filter element. The compressor enclosure should be positively pressurized with filtered air to exclude dust through panel gaps. These measures add upfront cost but prevent the far larger cost of premature compressor failure in a remote location where spare parts and service are days away.
Power supply considerations: grid vs. diesel generator
Mines on a stable grid can power a PSA oxygen plant without special provision. Mines relying on diesel generation face a different calculation. The PSA compressor consumes roughly 0.4 to 0.6 kWh per normal cubic meter of oxygen, and diesel-generated electricity costs substantially more than grid power. The plant’s energy consumption must be included in the mine’s overall power balance and fuel budget. In some cases, the economics of oxygen enrichment remain favorable even on diesel power because the improvement in gold recovery and the reduction in cyanide consumption outweigh the additional fuel cost. The analysis must be site-specific.
Conclusion
Gold cyanidation is a process where the chemistry is well defined and the bottlenecks are well understood. Dissolved oxygen is one of those bottlenecks. Raise the oxygen level in the leach tanks, and the leach rate increases, gold recovery improves, and cyanide consumption can often be reduced. The challenge is sourcing that oxygen economically when the mine is far from the infrastructure that supplies liquid oxygen or chemical reagents.
At MINNUO, we design PSA oxygen generation systems for industrial and mining applications where reliability, remote operation, and site-specific engineering are fundamental requirements. A gold mine considering the switch from liquid oxygen or peroxide to on-site generation needs more than an equipment quotation — it needs an analysis of the oxygen demand profile, site altitude and climate, available power supply, and integration into the leach circuit control system. We provide that engineering support, because a PSA oxygen plant that is correctly specified for its site conditions becomes a long-term production asset that generates returns through lower oxygen supply cost and through the additional gold that reports to the recovery circuit instead of the tailings dam.


 sales2:+86 17506119168
sales2:+86 17506119168

